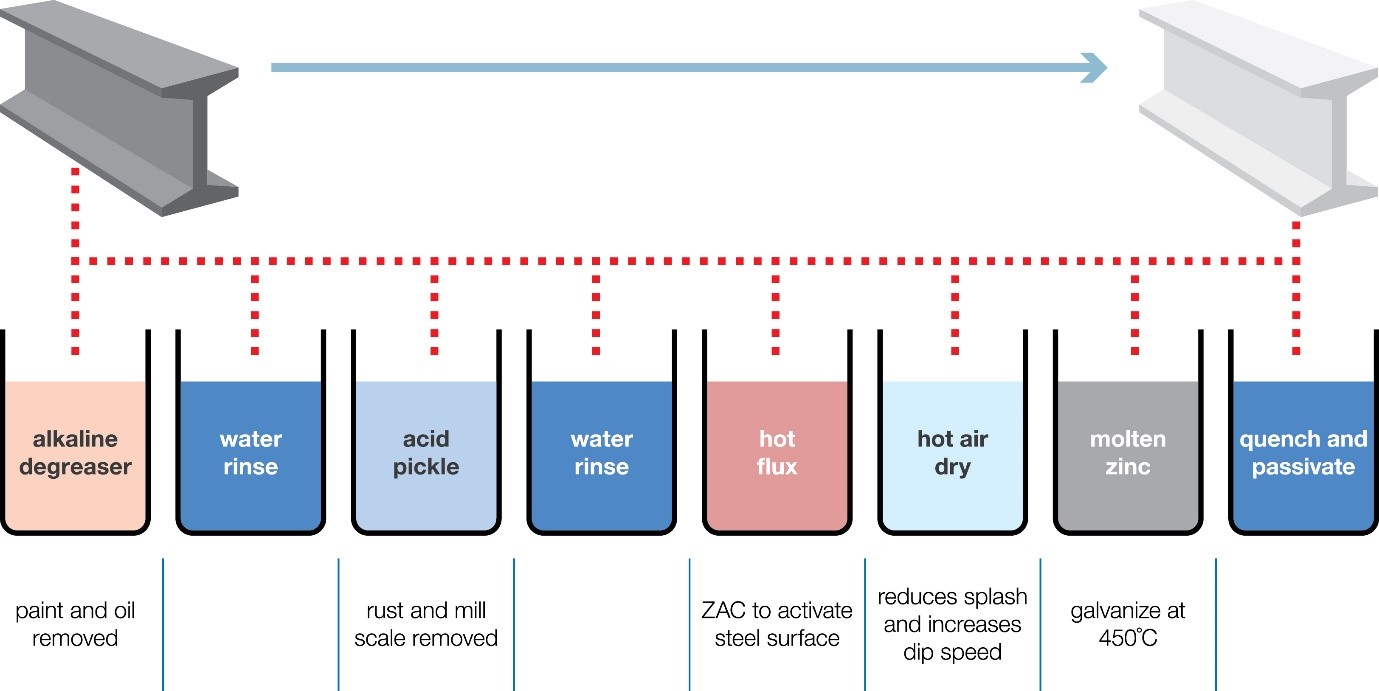
Hot dip galvanizing process
The hot dip galvanizing process starts by suspending steel articles and dipping them into a series of cleaning baths. Once cleaned, the steel is lowered at an angle into a bath of molten zinc. Immersing the steel on an angle allows air to escape from vented tubular shapes or pockets that may be within the design and permits the molten zinc to displace the air. The steel reacts with the molten zinc to form the galvanized coating. After being withdrawn from the zinc, the final step in most hot dip galvanizing processes is a quench to promote passivation of the zinc surface.
Inspection
Inspecting galvanized steel is a simple process. Zinc will not adhere to or react with unclean steel; therefore, a visual inspection of the product provides a good assessment of the quality of the coating. The coating thickness is usually tested using a magnetic thickness gauge. The testing and sampling requirements are contained in the relevant local or International Standard for the product.